
Які нові вимоги ставить все більш зрілий безсвинцевий процес до печі оплавлення?
Ми аналізуємо з таких аспектів:
l Як отримати меншу поперечну різницю температур
Оскільки вікно процесу пайки без свинцю невелике, контроль бічної різниці температур дуже важливий.На температуру при паянні оплавленням зазвичай впливають чотири фактори:
(1) Передача гарячого повітря
Сучасні основні безсвинцеві печі оплавлення використовують 100% повне нагрівання гарячого повітря.У розвитку оплавлювальних печей також з'явилися способи інфрачервоного нагріву.Однак через інфрачервоне нагрівання інфрачервоне поглинання та відбивна здатність різних кольорових пристроїв відрізняються, а ефект тіні спричинений блокуванням суміжних оригінальних пристроїв.Обидві ці ситуації призведуть до різниці температур.При паянні без свинцю існує ризик вискочити за межі технологічного вікна, тому технологія інфрачервоного нагріву була поступово виключена з методу нагріву печі оплавлення.У безсвинцевому паянні слід підкреслити ефект теплопередачі.Особливо для оригінального пристрою з великою теплоємністю, якщо неможливо отримати достатню теплопередачу, швидкість нагріву, очевидно, відставатиме від швидкості пристрою з малою теплоємністю, що призведе до бічної різниці температур.Давайте розглянемо два режими передачі гарячого повітря на рисунках 2 і 3.
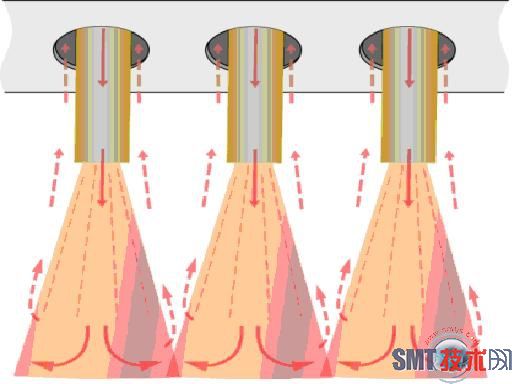
Рисунок 2 Спосіб передачі гарячого повітря 1
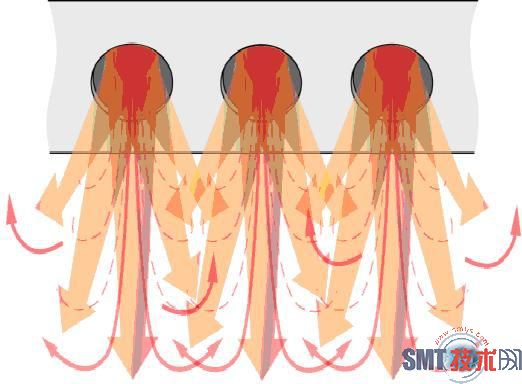
Рисунок 2 Спосіб передачі гарячого повітря 1
Гаряче повітря на малюнку 2 виходить з отворів нагрівальної плити, і потік гарячого повітря не має чіткого напрямку, що є досить безладним, тому ефект теплопередачі є поганим.
Конструкція Фігура 3 оснащена спрямованими багатоточковими форсунками гарячого повітря, завдяки чому потік гарячого повітря є концентрованим і має чітку спрямованість.Ефект теплопередачі від такого опалення гарячим повітрям збільшується приблизно на 15%, а збільшення ефекту теплопередачі відіграватиме більшу роль у зменшенні бічної різниці температур приладів великої та малої теплоємності.
Конструкція, показана на малюнку 3, також може зменшити вплив бокового вітру на зварювання друкованої плати, оскільки потік гарячого повітря має чітку спрямованість.Зведення до мінімуму бокового вітру може не тільки запобігти здуванню невеликих компонентів, таких як 0201 на друкованій платі, але й зменшити взаємні перешкоди між різними температурними зонами.
(1) Контроль швидкості ланцюга
Контроль швидкості ланцюга впливатиме на різницю бічної температури друкованої плати.Взагалі кажучи, зменшення швидкості ланцюга дасть більше часу на нагрівання для пристроїв з великою теплоємністю, тим самим зменшуючи поперечну різницю температур.Але, зрештою, настройка температурної кривої печі залежить від вимог до паяльної пасти, тому необмежене зниження швидкості ланцюга нереально в реальному виробництві.
(2) Регулювання швидкості вітру та гучності
Ми провели такий експеримент, зберігши інші умови в печі оплавлення без змін і зменшивши швидкість вентилятора в печі оплавлення лише на 30%, а температура на друкованій платі впаде приблизно на 10 градусів.Можна побачити, що контроль швидкості вітру та об’єму повітря є важливим для контролю температури в печі.
Час публікації: 11 серпня 2020 р