
Щоб реалізувати контроль швидкості вітру та об’єму повітря, необхідно звернути увагу на два моменти:
- Швидкість вентилятора повинна контролюватися перетворенням частоти, щоб зменшити вплив на нього коливань напруги;
- Зведіть до мінімуму об’єм витяжного повітря обладнання, оскільки центральне навантаження витяжного повітря часто є нестабільним, що легко впливає на потік гарячого повітря в печі.
- Стабільність обладнання
Ми відразу ж отримали оптимальне налаштування температурної кривої печі, але для його досягнення необхідні стабільність, повторюваність і постійність обладнання, щоб гарантувати це.Особливо для безсвинцевого виробництва, якщо крива температури печі злегка відхиляється через причини обладнання, можна легко вискочити з технологічного вікна та спричинити холодну пайку або пошкодити оригінальний пристрій.Тому все більше виробників починають висувати вимоги до тестування на стабільність обладнання.
l Використання азоту
З приходом ери без свинцю питання про те, чи пайка оплавленням наповнюється азотом, стала гарячою темою для обговорення.Через текучість, паяність і змочуваність безсвинцевих припоїв вони не такі хороші, як свинцеві припої, особливо, коли контактні площадки друкованої плати застосовують процес OSP (органічна захисна плівка для голої мідної плати), колодки легко окислюються, часто призводять до паяних з’єднань. Кут змочування занадто великий, і контактна площадка піддається впливу міді.Щоб підвищити якість паяних з'єднань, нам іноді потрібно використовувати азот під час пайки оплавленням.Азот є інертним захисним газом, який може захистити контактні площадки друкованої плати від окислення під час паяння та значно покращити здатність до паяння безсвинцевих припоїв (рис. 5).

Рисунок 5 Зварювання металевого екрану в середовищі, наповненому азотом
Незважаючи на те, що багато виробників електронних виробів тимчасово не використовують азот через міркування експлуатаційних витрат, із постійним удосконаленням вимог до якості безсвинцевого паяння використання азоту ставатиме все більш поширеним.Таким чином, кращим вибором є те, що хоча азот не обов’язково використовується у фактичному виробництві в даний час, краще залишити обладнання з інтерфейсом наповнення азотом, щоб забезпечити гнучкість обладнання, щоб відповідати вимогам виробництва азотного наповнення в майбутньому.
l Ефективний пристрій охолодження та система керування потоком
Температура пайки безсвинцевого виробництва значно вища, ніж у свинцю, що висуває більш високі вимоги до функції охолодження обладнання.Крім того, регульована більш висока швидкість охолодження може зробити структуру паяного з’єднання, що не містить свинцю, більш компактним, що сприяє підвищенню механічної міцності паяного з’єднання.Особливо коли ми виробляємо друковані плати з великою теплоємністю, такі як комунікаційні об’єднавчі панелі, якщо ми використовуємо лише повітряне охолодження, друкованим платам буде важко відповідати вимогам до охолодження 3-5 градусів за секунду під час охолодження, а нахил охолодження не може Вимога послабить структуру паяного з’єднання та безпосередньо вплине на надійність паяного з’єднання.Таким чином, виробництво без вмісту свинцю більш рекомендовано розглядати використання пристроїв водяного охолодження з подвійною циркуляцією, а крутизна охолодження обладнання повинна бути встановлена відповідно до вимог і повністю контрольована.
Безсвинцева паяльна паста часто містить багато флюсу, і залишки флюсу легко накопичуються всередині печі, що впливає на продуктивність теплопередачі обладнання, а іноді навіть потрапляє на друковану плату в печі, спричиняючи забруднення.Існує два способи видалення залишків флюсу під час виробничого процесу;
(1) Відпрацьоване повітря
Витяжка повітря є найпростішим способом видалення залишків флюсу.Однак у попередній статті ми зазначали, що надлишок відпрацьованого повітря вплине на стабільність потоку гарячого повітря в камері печі.Крім того, збільшення кількості відпрацьованого повітря безпосередньо призведе до збільшення споживання енергії (включаючи електроенергію та азот).
(2) Багаторівнева система управління потоком
Система управління потоком зазвичай включає фільтруючий пристрій і конденсаційний пристрій (рис. 6 і рис. 7).Фільтруючий пристрій ефективно відокремлює та фільтрує тверді частинки у залишках флюсу, тоді як охолоджуючий пристрій конденсує газоподібний залишок флюсу в рідину в теплообміннику та, нарешті, збирає його в збірний лоток для централізованої обробки.
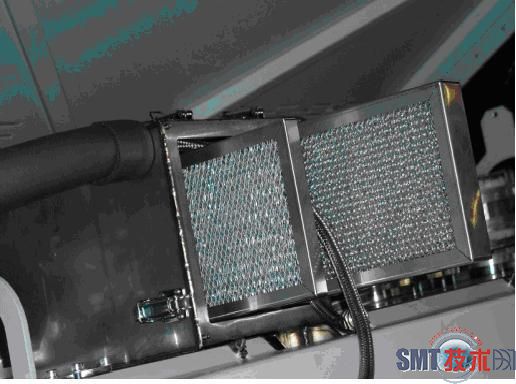
Рисунок 6 Фільтруючий пристрій у системі управління потоком

Рисунок 7 Конденсаційний пристрій у системі управління потоком
Час публікації: 12 серпня 2020 р